I'm building the empennage, and so far my experience has been quite frustrating. ") Today was the first time I felt like things were going my way. So I want to share a little success story.
Today was the first time I felt like things were going my way. So I want to share a little success story.
When building the rudder, I used a hand drill to countersink the trailing edge wedge. I follow videos by Jason Ellis on youtube, and he used the hand drill. My rudder TE wedge came out looking like ****. Half the holes were elongated, countersunk to a different depth, rough edge etc. Especially the two holes at the ends of the TE wedge. (I'm sure Jason's countersunk holes were better, I just apparently can't hold the drill steady).
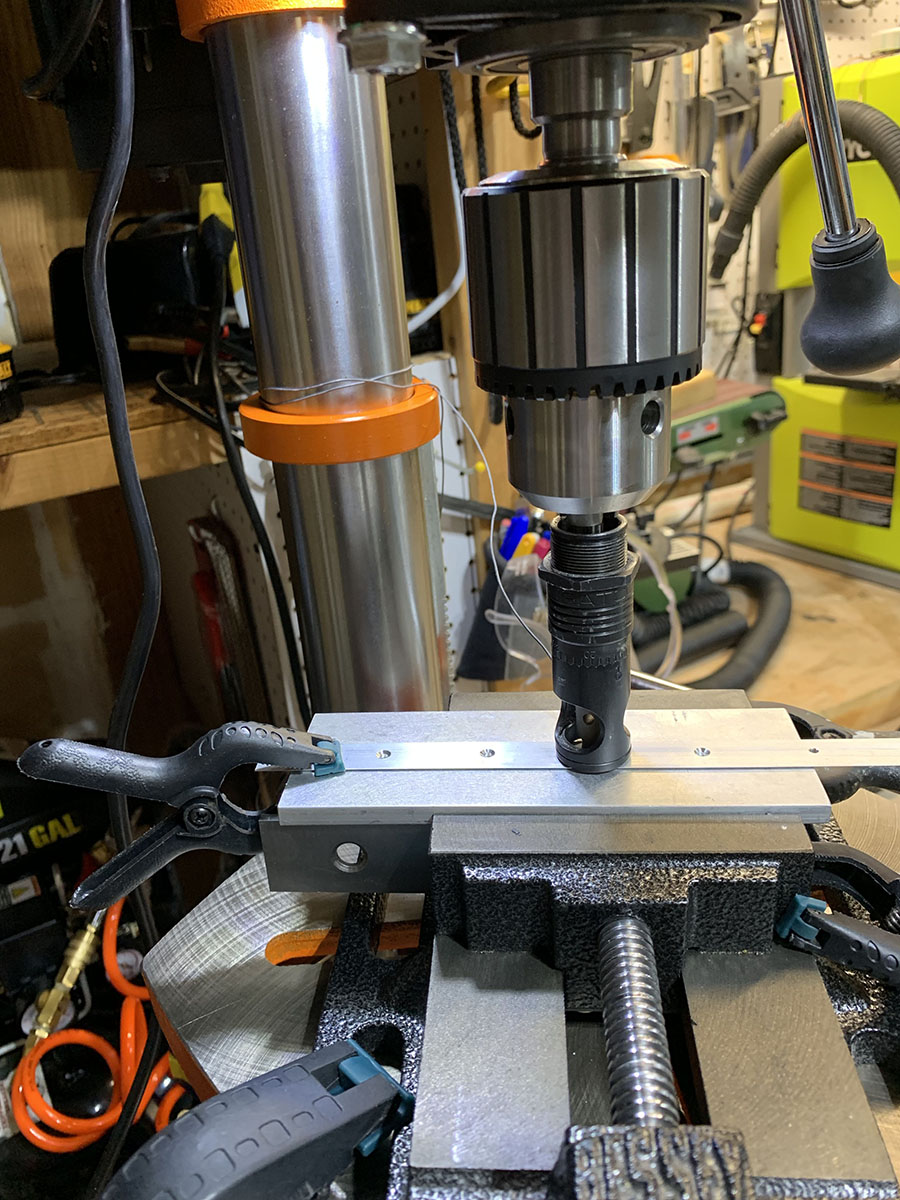
When building the elevators, I was dreading to work with the wedge. So I decided to do something different. Instead of using the hand drill, I put the countersink cage in the drill press. I glued another unused piece of the wedge from the training project to the drill press's worktable. This is so I could have the csink cage contact the wedge at exactly the right angle. So basically I put my wedge on top of another wedge oriented the opposite way to make a rectangle out of two triangles. I had the csink cage fixed to the drill press with a piece of safety wire so the cage itself doesn't rotate.
This way, my countersink holes came out PERFECT. It felt very satisfying to prep it so neatly. Even the two outermost ones came perfectly round. Oh, I also set the drill press to the lowest possible speed. With the hand drill I was using 90 psi, which gives like 4000 rpm. Turns out, for countersinking it is absolutely unnecessary to blast it this fast, and slower speed gives a better result.
It may seem to you experienced guys like I'm stating incredibly obvious things. But I saw a couple folks who here who are newbies just like me, so maybe it'll help someone.
Andy
Today was the first time I felt like things were going my way. So I want to share a little success story.When building the rudder, I used a hand drill to countersink the trailing edge wedge. I follow videos by Jason Ellis on youtube, and he used the hand drill. My rudder TE wedge came out looking like ****. Half the holes were elongated, countersunk to a different depth, rough edge etc. Especially the two holes at the ends of the TE wedge. (I'm sure Jason's countersunk holes were better, I just apparently can't hold the drill steady).
When building the elevators, I was dreading to work with the wedge. So I decided to do something different. Instead of using the hand drill, I put the countersink cage in the drill press. I glued another unused piece of the wedge from the training project to the drill press's worktable. This is so I could have the csink cage contact the wedge at exactly the right angle. So basically I put my wedge on top of another wedge oriented the opposite way to make a rectangle out of two triangles. I had the csink cage fixed to the drill press with a piece of safety wire so the cage itself doesn't rotate.
This way, my countersink holes came out PERFECT. It felt very satisfying to prep it so neatly. Even the two outermost ones came perfectly round. Oh, I also set the drill press to the lowest possible speed. With the hand drill I was using 90 psi, which gives like 4000 rpm. Turns out, for countersinking it is absolutely unnecessary to blast it this fast, and slower speed gives a better result.
It may seem to you experienced guys like I'm stating incredibly obvious things. But I saw a couple folks who here who are newbies just like me, so maybe it'll help someone.
Andy